プレシジョンの強み
フッ素樹脂の成形、スーパーエンプラの成形など、幅広いプラスチック成形技術に精通しています。
高度な技術と専門知識を活用し、要件に合わせた最適な製品をご提案いたします。
タッピング加工や溶着加工から組立までのプロセスに対応し、一貫性のあるサービスをご提供します。
フッ素樹脂×スーパーエンプラ 様々な樹脂の加工が可能です。
お客様のニーズに柔軟に対応、設計段階から協力し、最適なプラスチック成形製品を開発します。
24時間稼働の成形機を複数台所有、短納期も小ロット納品も柔軟に対応いたします。
効率的で一貫性のある製品をご提供します。生産性の向上とコスト削減に貢献します。
スーパーエンプラ
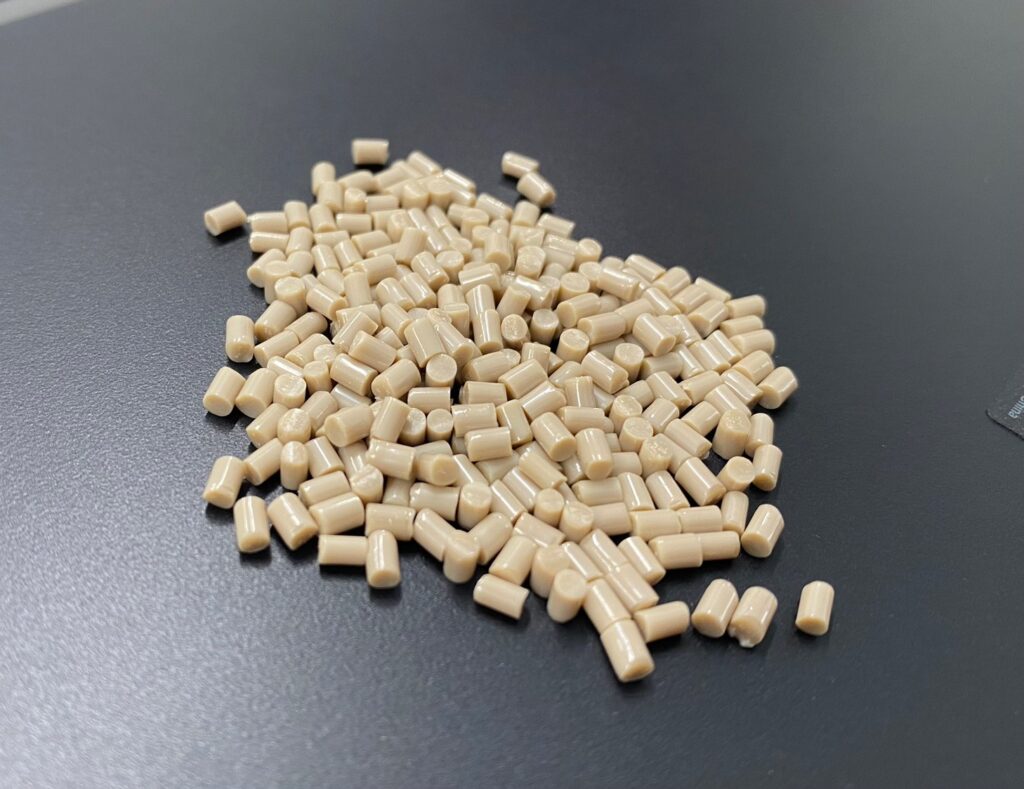
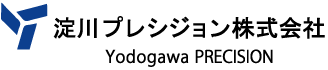
スーパーエンプラは高温耐性、耐薬品性、耐衝撃性など、優れた機械的および化学的特性を持つ高性能なプラスチック材料の一群です。
金属の代替素材として活用できる強度を持ちながら軽量化も実現できる素材として注目され、我々の身近にある製品にも多く使用されています。
当社では下記すべての熱可塑性樹脂に対応いたします
| 汎用ならびに エンプラ物性表 |
試験法/ASTM | 単位 | PEEK | PPS | PEI | PES | POM | PA | ABS |
| 比重 | D792 | g/cm3 | 1.3 | 1.35 | 1.27 | 1.37 | 1.41 | 1.14 | 1.05 |
| 融点 | - | ℃ | 340 | 285 | Tg(215) | Tg(213) | 180 | 260 | Tg(105) |
| 引張強度(23℃) | D638 | Mpa | 97 | 85 | 124 | 84 | 60 | 81 | 54 |
| 引張伸び(23℃) | D638 | % | 50 | 27 | 23 | 40 | 60 | 60 | – |
| 曲げ強度 | D790 | Mpa | 170 | 142 | 157 | 129 | 96 | 118 | 66-96 |
| 衝撃 | D785 | J/m | 83 | 25 | 29 | 85 | 63 | 44 | 75 |
| 硬度 (ロックウェル) |
D785 | - | M99 | M124 | M109 | M98 | M80 | R120 | R85-106 |
| 熱たわみ温度(1.82Mpa) | D648 | ℃ | 152 | 136 | 200 | 203 | 110 | 70 | 90-105 |
| 線膨張係数 | D696 | 10-5/K | 4.8 | 5.5 | 5.6 | 5.5 | 13 | 8.1 | 9.5 |
| 燃焼性(1.6mm) | (UL-94 ) | UL94 | V-0 | V-0 | V-0 | V-0 | HB | V-2 | HB |
| 絶縁破壊電圧 | D149 | MV/m | 19 | 23 | 33 | 16 | 24 | 35 | 24 |
| テーパー摩耗(9.8N) | (D1044) | mg/103回 | 7 | – | 10 | 6 | 14 | 7 | – |
フッ素樹脂
フッ素樹脂は高耐熱性、耐薬品性、非粘着性、電気絶縁性、透明性などの特性を活かして、さまざまな産業で使用することができます。
下記は当社で取り扱いのあるフッ素の物性表です。
最適な材料を選ぶ際に、特定の要求事項や用途に応じて選定することが重要です。
| フッ素樹脂 物性表 |
試験法/ASTM | 単位 | PFA | FEP | ETFE | PVDF |
| 比重 | D792 | g/cm3 | 2.12-2.17 | 2.15-2.17 | 1.73-1.74 | 1.75-1.78 |
| 融点 | ー | ℃ | 310 | 260 | 270 | 151-178 |
| 引張強度(23℃) | D638 | Mpa | 25-35 | 20-30 | 38-42 | 30-70 |
| 引張伸び(23℃) | D638 | % | 300-350 | 250-300 | 300-400 | 20-370 |
| 圧縮強度 | D695 | Mpa[10%変形] | 15-20 | 14-19 | 40-50 | 32-74 |
| 硬度 (ロックウェル) |
D785 | Rスケール | R50 | R50 | R50 | R93-116 |
| 硬度(シェアー) | D2240 | Dスケール | D62-66 | D60-65 | D67-78 | D64-79 |
| 動摩擦係数 | D1894 | 0.69Mpa、3m/min | 0.2 | 0.3 | 0.4 | 0.4 |
| 連続使用温度 | ー | ℃ | 260 | 200 | 150 | 150 |
| 熱変形温度 (1.81MPa) |
D648 | ℃ | 47 | 50 | 74 | 100 |
| 線膨張係数 | D638 | 10-5/K | 12 | 9 | 6 | 16 |
| 体積低効率 | D257 | Ω・cm | >1018 | >1018 | >1017 | >1015 |
| 絶縁耐力(短時間) | D149 | MV/m | 20 | 22 | 16 | 11 |
| 比誘電率 | D150 | 106Hz | 2.1 | 2.1 | 2.6 | 6.4 |
| 誘電正接 | D150 | 106Hz | 0.0003 | 0.0005 | 0.005 | 0.017 |
品質向上に向けた事例
実際に働く社員にインタビューを行いました
フッ素樹脂は非常に特殊なプラスチックであり、フッ素樹脂を使用した射出成形には高温対応で特殊な成形機が必要になります。
淀川プレシジョンが所有する成形機は、特殊なプラスチックを成形する為の専用成形設備になっており、各種フッ素樹脂を成形できる設備になっております。
またフッ素樹脂製品を利用されているお客様は、製品に微細なゴミの混入を防ぐクリーンな生産体制を求められる為、清潔な製造現場を確保しております。
特にフッ素成形現場では原料投入部分をクリーンブース化しており、異物の混入を防止しております。
当社は、24時間稼働可能な生産体制を有しています。汎用樹脂からエンプラ樹脂ならびにフッ素樹脂までの幅広い様々な材料で小ロット~大ロットに対応できるこのような工場は、日本国内で数少ないと自負しております。

当社では一次加工から二次加工も含めて、ものづくりをしております。
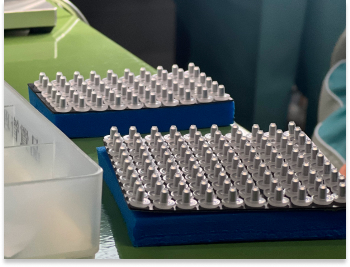
この製品(写真)は、独自の形状で、山形の突起部分を持つ樹脂成形品で構成されています。樹脂の成形品の中にSUSピンが挿入されており最後に樹脂製の0.5mmの蓋が取り付けられます。超音波を使用してフタと本体を融着させるなど、一連の成形、部品取り付け、加工プロセスが実施されています。
私たちは効率的な生産を実現するために工夫を凝らし、わずか10分で200個の部品を生産できる仕組みを開発しました。作業は非常に細かく、無駄がありません。
私たちは多くの試行錯誤を経て、現在の高効率と均一な品質を実現するために蓄積されたノウハウを活用しています。お客様の要望を実現するために、日々のアイデアや工夫、コスト削減に向けた努力を継続的に行っています。